
Stock to Stock Transfer Reorder Parameters
This file, along with the Stock to Stock Safety Transfer Safety Days and the Stock to Stock Branch Transfer Rules files, are used to set-up the Stock to Stock Transfers Reorder Report. The Branch Reorder Report automates the process of calculating and entering transfer orders.
Prior to the introduction of these files and the Stock to Stock Transfers Reorder Report in 2012, branch managers or purchasing agents had to manually research inventory needs and then enter the transfer orders.
The Stock to Stock Transfers Report uses this file to calculate transfer quantities by Product Line.
The Transfer Reorder Parameters file is accessed under the Purchasing group in the File Management Navigator Application. The figure shown below appears when a new record is created.
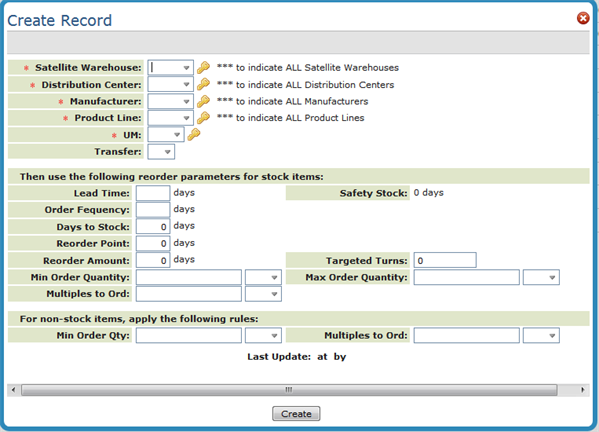
| Setting | Description |
| Lead Time | The number of days from the time a transfer order is placed until the item is received at the satellite warehouse. |
| Order Frequency | Frequency, in days, that the product line is ordered or reviewed for the purpose of ordering for transfers. If you enter the lead time and the order frequency, and blank out the other control parameters (weeks to stock, reorder point, and reorder amount), the program displays default reorder control parameters based on standard reordering formulas. In order to achieve Just in time inventory reordering, the order frequency should represent the frequency of incoming shipments. For example, even with a lead time of 30 days, if this product is included on incoming shipments every ten days, then the order frequency is 10. |
| Days to Stock | Optimum number of days to stock in inventory. The computer then figures the actual unit quantity to stock by multiplying the average weekly usage of each item by the number of weeks entered here. This entry allows the quantity to stock to shift with demand. |
| Reorder Point | Enter quantity, expressed in days of demand, below which a reorder should be generated. |
| Reorder Amount | Quantity, expressed in days of demand, that should be reordered when the reorder point is reached. |
| Safety Stock | Safety Stock = (Days to stock) - (Order Frequency Days). This field is not input capable. Safety Stock is the days of stock in excess of the minimum possible requirement, which is order frequency. Safety Stock should be set considering shade requirements, normal job sizes and fluctuations in supply and demand. If Safety Stock is negative, it displays in red. Negative Safety Stock means that your days to stock does not even support your minimum requirements. |
| Targeted Turns | Targeted Turns is the number of inventory turns that would result if the reorder parameters were followed exactly as stated. Targeted Turns is input capable. If you enter Targeted Turns, the Days to Stock will be recalculated to coincide with that number of turns. |
| Min Order Quantity Max Order Quantity |
Enter the minimum/maximum quantity acceptable for purchasing. This may be the supplier's minimum or a minimum your company wants to enforce. These parameters relate to stock items only. There are separate fields for setting min/max quantities for non-stock items. |
| Multiples to Order |
Enter a quantity, if any, representing the multiples in which you want to order. For example, an entry of 1 CT indicates you must place an order in full cartons. An entry of 1 PA indicates you must place order in full pallets. This field is separate from the minimum quantity. For example, you may have a minimum quantity of 1 PA, but multiples of 1 CT. This means that the reorder programs will order at least 1 PA when the product is needed, but if more than 1 PA is needed, it will round additional qty to cartons. |
| For Non-stock Items | |
| Min Order Qty Multiples to Ord | Enter the minimum and maximum quantities and their associated units of measure. |